冉冉.GU.州苏
 大师们,用这种带角度的刀粒铣螺牙,刀具是不是需要设置?
大师们,用这种带角度的刀粒铣螺牙,刀具是不是需要设置?冉冉.GU.州苏
转起来的直径已经测量过了,牙距也是对的,我铣的是M16×1.5 H6的内螺牙,底孔我给的14.6牙距给的1.5,铣牙还给了刀补,我试了3个都不行。通规都进不去
冉冉.GU.州苏
有可能后处理有问题,通规最斜着进的,止规也斜着进了
冉冉.GU.州苏
真的
冉冉.GU.州苏
我是左手,从上往下铣的
?深圳,UG10,雷 顺铣螺纹必须从下往上铣吗?
白小,加机,海上
都可以的
只是有的会排削不好,只要底孔深点就可以了
冉冉.GU.州苏
问题是我师傅也不用UG编铣螺纹,他手编了一个,铣出来一点毛病没有
雷,0lGU,圳深
那你对比一下看那个参数不合理不就对了
冉冉.GU.州苏
今天晚上,我去找块铝料试一试
坛文库里有没有后处理,我这个后处理也有可能有问题
白小,加机,海上
那不要改后处理吗?
?深圳,UG10,雷
冉冉.GU.州苏
我加一后处理 之前那个是这样的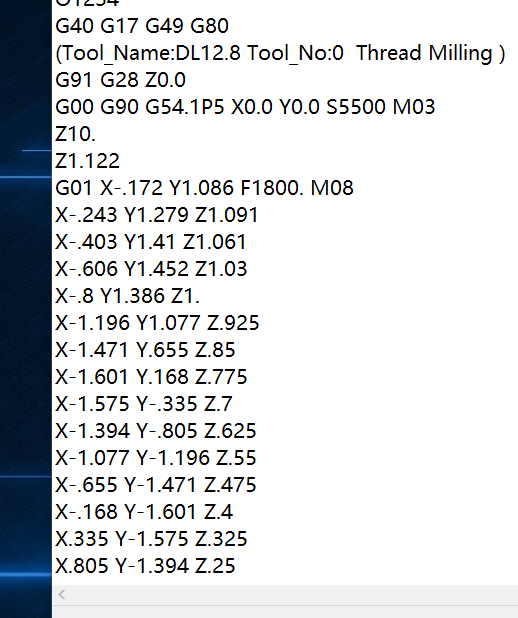
冉冉.GU.州苏
现在这个帮我看看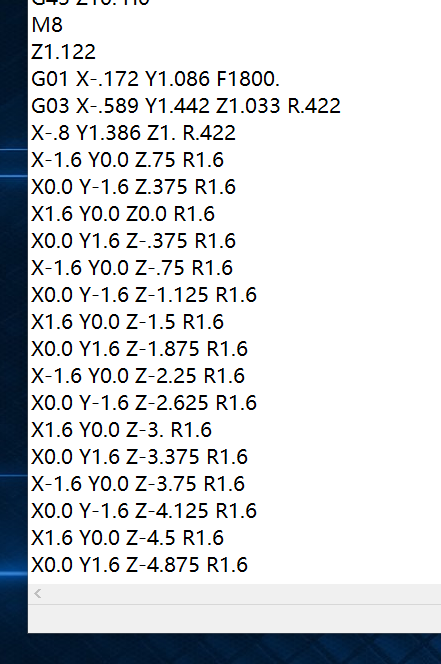
冉冉.GU.州苏
?深圳,UG10,雷 后面这个后处理可以吗?
前面那个好像是走线
轩刘.训培.贡自
洗螺纹,螺旋洗孔,最好是IJ或者R
程编件零0lGU,圳深
?苏州-UG-冉冉 用孔铣,螺距输入好
螺旋进刀
冉冉.GU.州苏
后处理问题,我第一次就是螺旋走的,不行才改铣螺纹专用的
程编件零0lGU,圳深
没有编过,但是会编 螺距是关键
螺距是关键 雷,0lGU,圳深
这个你还是用专用铣螺纹的命令号进退刀也很关键
冉冉.GU.州苏
好吧,没编过第一次便就撞墙了 程编件零0lGU,圳深
 一般不搞铣螺纹大把厂不搞
一般不搞铣螺纹大把厂不搞冉冉.GU.州苏
?深圳,UG10零件编程 小厂,主要为了节约成本,料可以下薄点
刀具也不用买,现成的
程编件零0lGU,圳深
对啊
我这也是,夹位就1.5毫米
以前我都是4毫米夹位
习惯就好,加工不打飞机就行,管那么多
先开台阶,再搞外形,不然打飞机
工陆
招工,深圳宝安区,塑胶模具厂,招塑胶模具设计工程师,联系电话136 4146 5032罗主管。









